
Ливарне лиття під тиском
Інвестиційне лиття, також відоме як лиття з втраченого воску або точне лиття, - це процес, який практикується тисячі років, при цьому процес втрати воску є одним із найдавніших відомих методів формування металу.
Завдяки складній розмірній та геометричній структурі, відливки для виготовлення виробляються до сітчастої форми або близько до сітчастої форми, мінімізуючи необхідність у вторинних процесах, таких як обрешітка, токарні роботи та інші механічна обробка процес.
Інвестиційне лиття - це виробничий процес, який можна простежити понад 5000 років тому. Відтоді, коли бджолиний віск сформував візерунок, до сучасних високотехнологічних восків, вогнетривких матеріалів та спеціальних сплавів, лиття із втраченого воску забезпечує виготовлення високоякісних компонентів з перевагами точності, повторюваності та цілісності.
Інвестиційне лиття отримало свою назву від того, що модель вкладена або оточена вогнетривким матеріалом. Віскові візерунки вимагають надзвичайної обережності, оскільки вони недостатньо міцні, щоб витримати сили, що виникають під час виготовлення прес-форми.

Ливарне лиття під тиском
Що ми можемо досягти за допомогою лиття під тиском втрачених воскових фігур
Втрачені воскові виливки можуть досягати класу толерантності до розмірів CT4 ~ CT7 відповідно до ISO 8062. Наше повністю організоване обладнання та автоматизація процесу управління дозволяють забезпечити постійні та повторювані допуски до ± 0,1 мм. втрачені деталі для лиття з воску вони також можуть виготовлятися в широкому діапазоні розмірів, вони можуть бути довжиною 10 мм x 10 мм завширшки x 10 мм заввишки і вагою до 0,01 кг, або довжиною до 1000 мм і вагою до 100 кг .
RMC - провідний виробник високоякісних інвестиційних відливок, які прагнуть забезпечити чудову якість, чудову вартість та винятковий досвід клієнтів. RMC має досвід, технічну експертизу та процеси забезпечення якості для послідовної та надійної доставки широкого спектру виливків з подальшою обробкою.
• Максимальний розмір кастингу: 1000 мм × 800 мм × 500 мм
• Діапазон ваги: 0,5 кг - 100 кг
• Річна потужність: 2000 тонн
• Матеріали для склеювання корпусів: Діоксид кремнію, водне скло та їх суміші.
• Допуски на лиття: CT4 ~ CT7 або за запитом.

Виготовлення снарядів під час лиття інвестицій
Які метали та сплави ми можемо залити за допомогою інвестиційного лиття
ливарне лиття під тискомRMC здатний задовольнити різноманітні технічні вимоги до сплавів відповідно до стандартів ASTM, SAE, AISI, ACI, DIN, GOST, EN, ISO та GB. Ми маємо понад 100 різних чорних та кольорових сплавів, за допомогою яких ми відливаємо деталі, використовуючи складну конструкційну структуру.
• Сірий чавун:HT150 ~ HT350; GJL-100, GJL-150, GJL-200, GJL-250, GJL-300, GJL-350; GG10 ~ GG40.
• Ковкий чавун (вуглецевий):GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2.
• Вуглецева сталь: AISI 1020 ~ AISI 1060, C30, C40, C45.
• Сплави сталі: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo тощо.
• Нержавіюча сталь: 304, 304L, 316, 316L, 1.4401, 1.4301, 1.4305, 1.4307, 1.4404, 1.4571 ... тощо.
• Латунь, бронза та інші сплави на основі міді
• Корозійно-стійка сталь, стійка до морської води, високотемпературна сталь, високоміцна сталь, дуплексна нержавіюча сталь.
• Інші сплави на замовлення або відповідно до ASTM, SAE, AISI, GOST, DIN, EN, ISO та GB.

Лиття з нержавіючої сталі
Етапи втраченого воскового лиття
Інвестиційне лиття - це багатоступеневий процес, який дає форму майже нетто точне лиття деталей. Процес починається з ін'єкції воску в матрицю для створення малюнка готового продукту. Потім візерунки прикріплюються до брусків воскового полотна для створення кластера.
Під час процесу лиття під тиском спеціальна машина багаторазово занурює скупчення у суспензію для розробки керамічної оболонки, а потім віск видаляється в паровому автоклаві. Після видалення воску керамічну оболонку обпалюють, а потім заповнюють розплавленим металом для створення деталі. Однією з переваг інвестиційного лиття є те, що віск можна використовувати повторно.
Інвестиційне лиття (Процес лиття з втратою воску) вимагає металевої матриці (зазвичай з алюмінію), воску, керамічної суспензії, печі, розплавленого металу та інших машин, необхідних для впорскування воску, піскоструминної обробки, вібраційного валиння, різання та подрібнення. Процес лиття інвестицій в основному включає такі етапи:
1- Виготовлення штампу з металу
На основі креслень та вимог до бажаної литої частини проектується та виготовляється металева плашка або форма, як правило, з алюмінію. Порожнина сформує однакові розміри та структуру бажаної литої частини.
2- Ін’єкція воску
Також відомий як формування малюнків, зразки вилитого воску створюються шляхом впорскування розплавленого воску в металеву матрицю вище.
3- Склад шламу
Потім воскові візерунки приєднують до затворної системи, яка, як правило, являє собою набір каналів, через які розплавлений метал подається в порожнину форми. Після цього формується така структура, як дерево, яка підходить для масового виробництва.
4- Будівництво снарядів
Зовнішній кожух інвестиційної виливки утворюється шляхом занурення в керамічну ванну, а потім відразу кілька разів покривається піском.
5- Зняття воску
Потім внутрішню порожнину прецизійного лиття під тиском депарафінують, що залишає порожнистий зовнішній шар керамічної оболонки. Порожнини - це просто той самий простір, що і бажані виливки.
6- Аналіз попереднього заливання
Аналіз перед заливкою означає, що ливарному цеху потрібно перевірити та проаналізувати хімічний склад розплавленого металу, щоб побачити, чи відповідають вони необхідним цифрам або стартовим нормам. Деколи цей аналіз проводився кілька разів.
7- Розливання та затвердіння
Перед заливкою керамічну оболонку з порожниною слід попередньо нагріти. Це запобігає ударам і розтріскуванню керамічної оболонки, коли рідкий метал при високій температурі заливається в порожнину.
8- Пиляння або різання
Після того, як метал охолоне і застигне, литу частину (частини) потім видаляють із деревного скупчення ворота шляхом струшування, різання або тертя відпилюванням окремої литої частини.
9- Дробострумна обробка та вторинна обробка
Потім відливна частина повністю налаштовується за допомогою шліфування або додаткових термічних обробок. Також може знадобитися вторинна механічна обробка або обробка поверхні залежно від вимог деталі.
10- Упаковка та доставка
Тоді деталі для лиття із втраченого воску будуть повністю перевірені на розміри, поверхню, механічні властивості та інші необхідні випробування перед упаковкою та доставкою.

Візерунки з воску

Сушка оболонки

Охолодження та затвердіння

Шліфування та очищення
Як ми перевіряємо інвестиційні відливки
• Спектрографічний та ручний кількісний аналіз
• Металографічний аналіз
• Перевірка твердості за Бринелем, Роквеллом та Віккерсом
• Аналіз механічних властивостей
• Випробування на вплив низької та нормальної температури
• Інспекція чистоти
• перевірка UT, MT та RT

На які об'єкти ми покладаємось при інвестуванні в інвестиції

Склад інструментів

Ін'єкція воскових візерунків
Ін'єкція воскових візерунків

Машина для ін'єкцій воску

Виготовлення снарядів

Виготовлення снарядів
Майстерня сушіння оболонки

Оболонка для лиття інвестицій

Сушка оболонки

Оболонка готова до лиття

Охолодження та затвердіння

Процес лиття інвестицій
Які галузі обслуговують наші інвестиційні кастинги
Деталі, виготовлені за допомогою інвестиційного лиття використовуються для лиття найрізноманітніших предметів, включаючи високоякісні, високоефективні промислові деталі складних конструкцій. Застосування деталей для лиття під тиском охоплює широкий спектр галузей, у нашій компанії вони зазвичай використовуються в наступних сферах:
| • Залізничні поїзди | • Логістичне обладнання |
| • Вантажні автомобілі | • Сільськогосподарське обладнання |
| • Автомобільна | • Гідравліка |
| • Будівельне обладнання | • Двигунні системи |

Застосування інвестиційних виливків
Типовий Інвестиційні кастинги Ми виробляємо

Латунне лиття під тиском

Частини для лиття інвестицій

Інвестиційний продукт для лиття

Кришка насоса для лиття з нержавіючої сталі
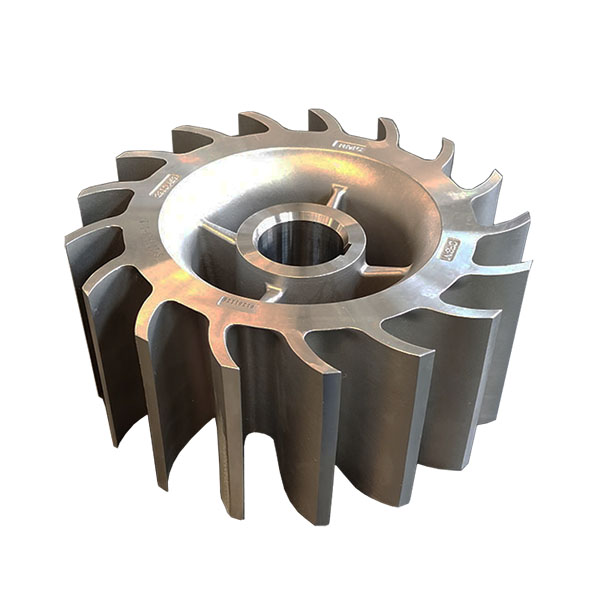
Робоче колесо з нержавіючої сталі

Спеціальне лиття під тиском сталі

Частина лиття з втраченого воску

Інвестиційне лиття із сірого чавуну
Ми можемо зробити більше, пропонуючи інвестиційний кастинг та інші послуги:
У RMC ми пишаємося тим, що пропонуємо своїм клієнтам послуги від дизайну скоромовок до готові виливкиі вторинні процеси. Наші послуги включають:
- Рекомендації щодо дизайну шаблону та зниження вартості.
- Розробка прототипу.
- Дослідження та розробки виробництва.
- Гнучкість виробництва.
- Кваліфікація та тестування.
- Доступна термічна обробка та обробка поверхонь.
- Аутсорсинг виробничих можливостей

Відлиття з нержавіючої сталі
Чому ви обираєте RMC для виробництва інвестиційних виливків
Є кілька причин вибрати RMC як джерело для інвестиційних кастингів. Коли ви приймаєте рішення, вас можуть турбувати такі моменти, які ми добре пропонуємо:
- Інженерна команда, члени якої зосереджуються на галузі лиття металів.
- Великий досвід роботи зі складними геометричними деталями
- Широкий асортимент матеріалів, включаючи чорні та кольорові сплави
- Вдома Обробка з ЧПУ можливості
- універсальні рішення для інвестиційного лиття та вторинного процесу
- Гарантована стабільна якість та постійне вдосконалення.
- Командна робота, включаючи виробників інструментів, інженерів, ливарників, машиністів та техніків з виробництва.
