
In лиття по моделлю,форма або копія формується (зазвичай з воску) і поміщається всередину металевого циліндра, який називається колбою. В циліндр навколо воскової форми заливається вологий гіпс. Після затвердіння гіпсу циліндр з восковим малюнком і гіпсом поміщають у піч і нагрівають до повного випаровування воску. Після того, як віск повністю вигорів (депарафінізація), колбу виймають із печі, а розплавлений метал (зазвичай легована сталь, нержавіюча сталь, латунь тощо) заливають у порожнину, залишену від воску. Коли метал охолоне і затвердіє, гіпс відколюється, і металеве лиття відкривається.
Лиття дуже корисне для створення скульптурних об’єктів або інженерних форм зі складною геометрією в металі.Лиття деталей мають унікальний вигляд, який значно відрізняється від оброблених деталей. Деякі форми, які було б важко обробити, легше відлити. Для більшості форм також менше відходів матеріалу, оскільки, на відміну від механічної обробки, лиття не є субтрактивним процесом. Однак точність, досягнута за допомогою лиття, не така хороша, як механічна обробка.
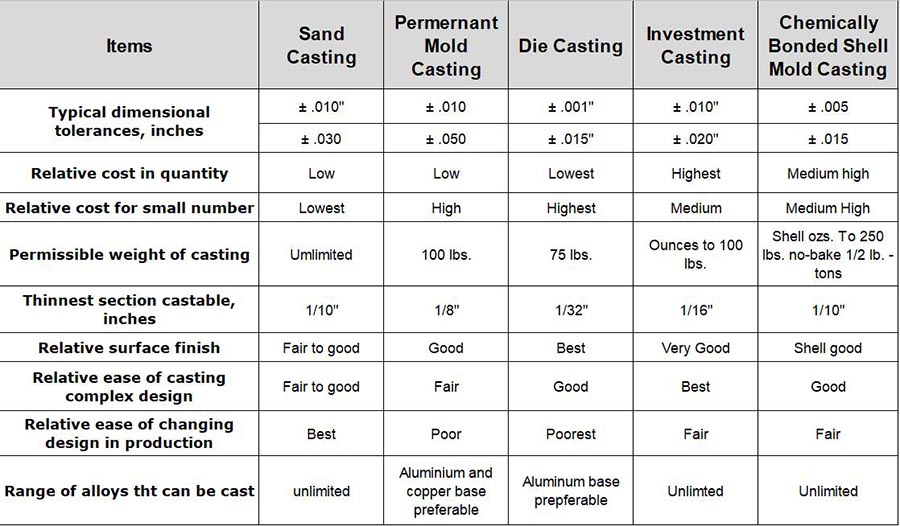
Коли варто вибирати лиття по моделлю, а коли – піщане лиття?
Однією великою перевагою литва по виплавленим моделям є те, що воно може допускати підрізи у візерунку, тоді як лиття з піску цього не робить. впіщане лиття, візерунок потрібно витягнути з піску після того, як він упакований, тоді як у виплавлюваному литті візерунок випаровується за допомогою тепла. Порожнисті виливки та тонші профілі також можна легше виготовляти за допомогою лиття по виплавлюваним моделям, і, як правило, досягається краща обробка поверхні. З іншого боку, лиття за виплавленими моделями є набагато своєчаснішим і дорожчим процесом і може мати нижчий рівень успішності, ніж лиття в пісок, оскільки в процесі є більше етапів і більше можливостей для того, щоб щось пішло не так.
Час публікації: 18 грудня 2020 р